TOP>知識>その他知識>溶接機の選び方・使い方
自宅に溶接機を設置するのはDIY最大の夢と言っても過言ではない
でもパワーのある200V溶接機は価格や電源の問題があるのでなかなか購入することが出来ないのが実情だ
なのでココでは一般家庭の100V15Aコンセントから電源が取れる、いわゆる100Vアーク溶接機について説明する
説明する機種はスズキッド製のImax60アーク溶接機だ (゚Д゚)
先に言っておくが『100V溶接機は使い物にならない』なんて噂があるが…ナメちゃいかんよ(笑)
長文になるが100V溶接機の購入を検討している人は最後までよく読んでね
[溶接とは]
一度は聞いたことがあると思うが金属同士を溶かして頑丈にくっ付けるものだ
カンタンに説明すればプラスマイナスショートさせた熱(火花=アーク)で母材(溶接するモノ)を高温にして溶かすと同時に溶接棒が溶け込んでくっ付く
しかしながら3mm以上の厚い母材となると200Vはないとキツイが、それ以下の厚さだったら正直100V溶接機でも十分だ ъ(゚Д゚)グッジョブ!!
コレさえあれば自作ステーや自作マフラー、修理などが可能になる!
溶接する方法は様々な種類がありアーク溶接の他に、ガス溶接・TIG溶接・MIG溶接・MAG溶接がある
ちなみにアーク溶接は軟鋼やステンレスは溶接出来るがアルミやチタンは溶接不可だ Σ(゚д゚lll)ガーン
本当ならTIGやMIGをやりたいが電源や予算を考えたらまず無理だな…
[使用する保護具]
溶接機を買ったからそれで終わりではなく溶接する時には必ず保護具が必要になる
それはもちろんケガしないよう安全に作業するためだ
 |
いちいち説明するまでもないかも知れんがとても重要なコトなので面倒でも横着せずに必ず着用しよう 使用する保護具はこんな感じだ ①皮手袋 ②前掛け(エプロン) ③防塵マスク ④溶接面(遮光マスク) なんだか重装備に見えるが… (;・∀・) それだけケガしやすいということだ 入手方法はネットでも良いがホームセンターや作業着屋さんで買ったほうが安い場合も…! |
 |
 |
|
| ①皮手袋 | ②前掛け(エプロン) | |
| 溶接時は母材がメッチャクチャ熱くなるので火傷を 防止したり火花から身を守る 感電防止にもなるのでコレは絶対に必要だ ピッタリサイズではないので最初のうちはブカブカで 作業しづらいが…慣れだ慣れ! 価格は千円前後 |
バチバチと溶接していると火花がバンバン飛んで来 る場合があるので衣服に穴が開いたり火傷したりす るので溶接用の厚手(画像はデニム生地)の前掛 けが必要になる 他にも靴用や脛用もある 価格は2~3千円くらい |
 |
 |
|
| ③防塵マスク | ④溶接面(遮光マスク) | |
| 意外と着用している人は少ないのがコレ 溶接時に発生するフュームと呼ばれる煙はとても細 かい金属の粉塵なので肺の奥まで入り込んでしまう 画像のマスクは使い捨て品だが、フィルター交換式 のマスクも売っている どちらにするかは自由だが必ず溶接用を使おう 価格は数百円~数千円 寿命を短くしたい人は着用しなくてもいいよ(笑) |
溶接時のアーク(火花)はとても眩しく目に悪いの でスモークレンズを通して見るためのモノだ コレを使用しないと丸一日目がチカチカするぜよ! 左は手で持ちながら見なければならないが、右は ヘルメットのように被り強い光を感知すると自動で 遮光(暗くなる)されるので両手がフリーになり作業 しやすくなるので超オススメ品だ 価格は千円~1万円まで様々 |
あとほぼ全てに対して言えるのが溶接時のアークは紫外線が強いので肌を露出して長時間溶接していると肌が真っ赤に焼けてしまうので必ず着用しようね
[溶接機の選び方]
100Vアーク溶接機を選ぶ際に良く考えないと後々大変な目に遭うので甘くみないようにね (゚∀゚)
・電流調整が出来るモノを選ぶ
調整が出来ないと上手に溶接出来なかったりブレーカーが落ちたりする
・国産品を選ぶ
やっぱりアークが安定していて扱い易い
・棒溶接か半自動(ノンガス)か
半自動は若干価格が高いが、自動で溶接ワイヤが出て素人でも扱い易い反面ワイヤのセットやなどの
手間が掛かり、更にスパッタ(溶接時に飛散する火の粉)が多い気がする
個人的には棒溶接の方が単純で扱い易くキレイに仕上がると思うが…(あくまでも個人的にね)
[溶接の基本]
 |
まずは構成部品だ 主に溶接機本体には ①電源コード コンセントから電源を取る ②ホルダー 溶接棒を挟む ③アースクリップ 母材に挟む たったこれだけだ (゚∀゚) サイズはとても小さく収納場所に困らない |
 |
電源プラグは3極になっているがアダプターを使うことで一般家庭用コンセントにも対応出来る 本機には付属品としてあったので助かるね この場合アースの配線があるので地面と接地している金属部分に固定させるのだがほとんどの人は放置だ… (;´∀`) |
 |
コチラは出力電流を調整するツマミ ・一番外側の枠は出力電流 ・真ん中の枠は母材の厚さ ・一番内側の枠は使用する溶接棒の太さ つまり溶接する母材の厚さで溶接棒の太さや出力電流が分かるようになっている まぁ~あくまでも目安だがね (;・∀・) 最大入力電流は22Aで出力60Aまで出せるが、一般家庭のコンセントは最大15Aなので出力は約40Aまでとなる 赤い矢印くらいカナ? それ以上回して溶接するとブレーカーが落ちる可能性が高い Σ(゚Д゚) OFFにするには左全開に回せばOKだ |
つまり溶接した瞬間にブレーカーは落ちるのだ
それと電流に関して『使用率』について説明しておこう
よくカタログに『使用率20%』とかを目にしたことはないだろうか?
これは10分という時間内で2分溶接したら8分休ませないといけないという意味だ φ(゚Д゚ )フムフム…
※休ませるというのは溶接をせずに電源を切らず常時回っている冷却ファンで内部を冷やすということ
ようは本体内部がアッチッチになるってコトだ
使用率が低ければ低いほど休ませる時間が長くなるので作業に影響が出るが、コレは最大出力での数字なので出力電流を下げれば下げるほど使用率は上がる
本機の場合出力10~30Aで100~80%となるのでほとんど気にすることはない
 |
コチラはホルダーに挟む溶接棒 母材が薄ければ薄いほど細い溶接棒を使う しかも『低電圧用』の溶接棒をだ ちなみにスズキッドの溶接機には同メーカーのスターロードシリーズが使いやすくて良い 家庭用コンセントでは1.0mm~1.6mmの溶接棒しか使わないと思ってくれ 母材が鉄だったら軟鋼用の溶接棒を、ステンレスだったらステンレス用の溶接棒を使おう コレ1本で約5~20cm溶接できる 場合によっては大量に使う場合もあるのだ オイラは溶接の練習で30本使っちゃった(笑) |
母材が0.8~1.2mmの場合1.0~1.2mm棒で出力10~30A
母材が1.2~3.0mmの場合1.4~1.6mm棒で出力30~50A(15Aコンセントの場合40Aまで)
ちなみに溶接棒は湿気厳禁だ!雨天はもちろん、出しっぱなしもダメ!
それに溶接棒は根元まで使おうとするとホルダーが焦げるのでちょっとモッタイナイけど残り5cmくらいになったら処分して新しい溶接棒に替えよう
↓その他溶接の基本だ
 |
 |
|
| ①基本電気回路 | ②溶接部分 | |
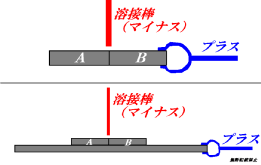
| 基本はプラスマイナスをショートさせて母材を溶かし て溶接棒を溶かし込む 例えば2つの母材をくっ付ける場合、上の図のよう にやっても良いが下の図のように鉄板にアースクリッ プを付けて溶接しても良い 上部が鉄板の溶接作業台というのも売ってるし、自 作でバーベキューの鉄板を使っても良い ちなみにアースクリップがプラスで溶接棒がマイナスに なっているが実際には電子はマイナスからプラスに移 動するので溶接棒側から電子が叩きつけるように溶 接するようになりチカラは強い プラスマイナス逆にすると弱くなる |
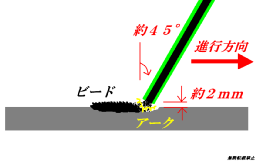
先に説明した通り溶接とは母材をしっかり熱し溶接 棒を溶かし込む そのためにはしっかりとした溶接棒のポジションが必 要だ 母材と溶接棒の隙間はどんどん減っていく溶接棒 を常に約2mmの間隔を保ち、進行方向に対して 約45°傾けて適度な速度で進行させる 進行速度は溶接が初めての人は思ってた以上にゆ っくりとやれば良いカモ? ビードとは溶接棒の溶けた跡のことでキレイな波の ようにならなければならない 緑色の部分は被覆(フラックス)といって溶接部分を 大気から保護しアークを安定させる |
 |
 |
|
| ③2つの母材を溶接(1) | ④2つの母材を溶接(2) | |
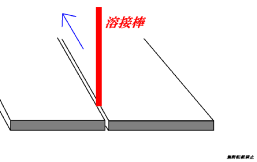
| 基本的には2つの母材の中心を溶接する 画像では溶接棒は垂直だが実際には進行方向に 約45°傾けてね |
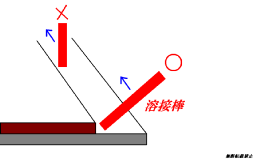
溶接棒を垂直にしてしまうと上の鉄板にしか溶接で きないので斜めにして溶接する 何度も言うが画像では溶接棒は垂直だが実際には 進行方向に約45°傾けてね |
[実際に溶接してみよう]
では早速溶接してみよう ヾ(゚∀゚)ノ
まずは練習で鉄板にビードを引いてみるのだ(画像は約1.5mm厚・直径40mmの鉄パイプ)
つまり2つの母材をくっ付けるのではなく線を引く感じだ
 |
 |
|
| ①アースクリップ取り付け箇所を磨く | ②溶接箇所を磨く | |
| ワイヤーブラシやグラインダーを使って磨いてサビ・ 塗装・汚れ・WAXを落とす でないとしっかりと電気が伝わらないからだ |
①と同様にキレイに磨く コレをするのとしないのでは溶接に差がでるのでしっ かりと磨こう |
 |
 |
|
| ③アースクリップ取り付け | ④マイナスホルダーに溶接棒を挟む | |
| ①で磨いた箇所にアースクリップを取り付ける 母材に直接取り付けるのであれば一緒に不要な 鉄板を画像のように挟んでおけばこの鉄板でアー クスタート(説明⑦参照)をすることが出来る |
溶接棒の被覆が付いていない部分をホルダーに 挟む もし電源が入っていても身体がプラスマイナスに触 れていなければ素手でも感電することは無い |
 |
 |
|
| ⑤コンセントにプラグ挿し込み | ⑥電源ON&電流調整 | |
| コレはいつでも構わないが… 電源をコンセントから取る 同じコンセントに他のプラグが刺さっている場合には ブレーカーが落ちやすくなるかもしれないので抜い ておこう |
電流調整ダイヤルを回せば電源が入ると共に電流 を調整する 同時に冷却ファンが作動する 今回は出力35Aくらいだ |
 |
 |
|
| ⑦アークスタート | ⑧溶接開始 | |
| ココからは必ず遮光面着用! ③で挟んだ不要な鉄板に溶接棒の先端を何度か 軽く接触させてバチバチとアークを出しておく イメージはマッチ棒を擦る感じだ コレをやらないと最初アークが出づらい |
いざ溶接開始! 今回は進行方向に約45°傾けて毎秒4mmくら いで移動 もう片方の手は皮手袋をして母材を押さえていても 構わない 溶接棒が母材にくっ付いてしまったら素早く溶接棒 を左右に振って母材から離そう アークが出なくなったら再度⑦をすればまた出る |
 |
 |
|
| ⑨溶接後 | ⑩ピッチハンマーでスラグを叩いて落とす | |
| 長さ約4cmの溶接完了 この時母材は超熱いので要注意 黒いのは全てスラグ(フラックスが固まったもの)だ |
ピッチハンマーを使ってカンカンと叩いて溶接部分 の表面に付着しているスラグを落とす 目に入らないようにね |
 |
 |
|
| ⑪ワイヤーブラシで磨く | ⑫ビード完成 | |
| 硬いワイヤーブラシを使って細かい部分のスラグを 落とす |
ん~良いねぇ~ |
 |
 |
|
| ⑬溶接箇所の裏側 | 番外編:電流差 | |
| 溶接箇所の裏側まで溶けているということはしっか りと溶接出来ている証拠だ でもちょっと溶け込み過ぎてるカナ? |
①先程溶接した1.6mm棒で35A 30Aが丁度良かったカナ? ②極端に低く1.6mm棒で25A ミミズ腫れみたいに盛り上がっている ③極端に高く1.6mm棒で40A 母材が溶け過ぎて穴が開く寸前 |
このように鉄板にビードを引くくらいはちょっと練習すれば誰でもカンタンに出来るようになる ( ´∀`)bグッ!
しかし苦労するのは2つの母材をくっ付けたり厚さが違う母材同士をくっ付ける場合にはコツが必要になるのだ
特にT字(母材を90°に立てて)に溶接する場合は最初は苦労する…
試しにパイプ2本を溶接してみよう
母材は同様に約1.5mm厚・直径40mmの鉄パイプ
 |
 |
|
| ①このパイプを接続させる | ②切断面のバリを取る | |
| さっきから使ってるこのパイプ何だと思う? 実は軽自動車の純正マフラー ワンオフマフラー作製中! |
金のこやディスクグラインダーを使って切断すると切 り口にバリが出来る コレを鉄ヤスリなどを使って落とす |
 |
 |
|
| ③溶接箇所を磨く | ④溶接準備完了 | |
| 溶接箇所をワイヤーブラシやグラインダーを使って キレイに落とす |
さて準備完了だ |
 |
 |
|
| ⑤溶接台準備 | ⑥母材を置く | |
| アースクリップ側は今回鉄板を用意した ちなみにこの鉄板はいらない遮熱板 もちろんクリップ取り付け箇所も磨く |
パイプ2本を置く これだけで母材に電気が通るし遮熱板でアークス タートが出来る |
 |
 |
|
| ⑦点付け溶接 | ⑧溶接完了 | |
| まずは正確に溶接するために一部を溶接する この対角線上(反対側)にもだ 母材同士の隙間は極力少なくするのが鉄則だ ちょいと穴みたいのが開いちゃったが… あとで溶接で塞ぐから気にすんな |
んでパイプ1周溶接完了! なかなかキレイだ 溶接棒丸々1本使って溶接したかったが中途半 端に使った溶接棒が何本かあったから約1.5cm ずつに分けて溶接したから均等ではない…(汗) |
 |
 |
|
| 番外編①:マグネットアングルホルダー | 番外編②:よくある失敗例 | |
| このようにマグネットで母材を固定することも出来る この製品の場合は45°・90°・135°だ |
このようにボツボツした溶接になったら大失敗だ もっとウデを磨こう |
 |
 |
|
| 番外編③:分厚い鉄に溶接 | 番外編④:薄っぺらい鉄板に溶接 | |
| 厚さ35mmの鉄の塊にビードを引いてみた(笑) ※1.6mm棒で40A 表面上は溶けているのでしっかりとくっ付いているが 強度は弱いのでそんなに力が加わらないような加 工箇所だったら意外といける |
厚さ0.7mmの鉄板同士を溶接してみた ※1.6mm棒で20A サッと溶接したけど最後が溶けちゃった(笑) 普通は1.0mm棒を使うけどね |
その他のテクニック(?)で厚物の場合は円をゆっくり描くように溶接したり、母材の角を斜めに削って熱を入りやすくさせたりと様々ある
[注意]
・雨ざらし超厳禁!
・電源ON状態で溶接棒と母材を素手で同時に触らない
・使い終わった後はすぐに電源を切らずに数分放置して冷却ファンで内部を冷やしておく
・各配線は束ねた状態で使わない
・延長コードを使う場合はVCT3.5クラスの太い配線を使う
・溶接作業周りに可燃物が無いことを確認
・この機種は15Aコンセント電源で最大出力40Aなので母材の厚さは約3mmまで溶接可
・溶接箇所は錆びるので必ず塗装する
・性能範囲の状況でどうしてもキレイに溶接出来ない人は扱いが間違っているかウデが悪い… Σ(´Д` )